
Deep drawn metal stamping FAQs.
FAQs
What is deep drawn metal stamping?
Drawing of metal into closed cylindrical shapes, that frequently have a depth greater than the narrower dimension of their opening, is one of the most widely used and important of all stamping processes. The process had its earliest uses in manufacturing eyelets for shoes, artillery shells and cartridge cases it is sometimes called shell drawing. When the depth of the drawn part is greater than its diameter, it is considered to be Deep Drawn Stamping.

Deep Drawn Progression

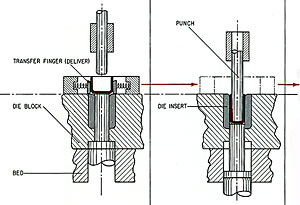
The process typically starts with flat stock metal in coil form, from which the sheet metal is formed into simple or complex component parts. From a coil of flat strip metal, the material to be drawn is placed over a die and pressed, typically in multiple stages with a punch. A circle or disc of sheet metal is first blanked from the coil stock.

Then the flat blank is cupped around the nose of a punch and pressed into a die to form a cup. During the drawing process, the metal is formed under pressure. Forces of tension in the shell wall and compression on the shell flange occur as the nose of the punch into the die stretches the shell.
Deep drawing is a complex process that includes circumferential compression during drawing resulting from decrease in the diameter, and the metal tends to thicken. Consequently because the metal is generally thin there is a tendency for it to buckle or wrinkle as it is drawn. This creates problems that must be prevented by controlling a compensating outward radial flow of metal as the shell is drawn into the die. There can also be thinning of metal due to the circumferential stretching that occurs which can lead to tearing of the metal.
The control of wall thinning, buckling, and tearing of the metal present complex problems, that Twinplex engineers, designers and setup personnel recognize and are experienced in solving.
Generally several draws are required to bring a shell into the final desired shape and diameter. A wide variety of in press and auxiliary operations can be performed on the base shell to bring the end part into the final configuration specified (as seen below).



